Фото: процесс сварки.
Соединение металлических деталей с помощью сварки обеспечивает надежность всей конструкции. А чтобы добиться желаемого результата, металл следует расплавить под воздействием очень высоких температур и одновременно сплавить кромки деталей. В настоящее время существует несколько разновидностей сварки, одна из наиболее распространенных – сварка электродуговая. Благодаря универсальности и практичности, такой сварочный процесс используют как в быту, так и на производственных площадках.
Что такое электродуговая сварка
Сварка электродуговым способом представляет собой приваривание, сплавление двух металлических деталей, которые соприкасаются краями. Процесс осуществляется при использовании электрической дуги, образующейся из-за замыкания цепи. В результате возникает предельно высокая температура, под воздействием которой и плавится металл.
Электрическая дуга был впервые получена русским исследователем В.В. Петровым еще в 1802 году. А еще один отечественный изобретатель, инженер Н.Н. Бенардос спустя несколько десятилетий, в 1882 году, смог провести первые опыты применения этого открытия на практике. Он использовал угольный неплавящийся электрод, расположив его над металлом, благодаря чему и был разработан сварочный процесс. Через шесть лет эта рабочая схема была усовершенствована, когда угольный электрод удалось заменить на металлический плавящийся.
Кстати, именно Бенардос нашел способ газовой защиты для сварочной ванны с помощью специальной горелки. Это стало началом разработок газовой среды для электродуговой сварки. Что же касается сварки автоматической, то на начала использоваться в 40-х годах ХХ века.
Сварка при применении электрической дуги читается одним из наиболее простых способов. Для ее осуществления не требуется инновационных аппаратов, а процесс настолько прост, что овладеть им может практически любой человек, даже не имеющий особого опыта в сварочном деле. Тем не менее, для проведения электродуговой сварки требуются определенные знания и хотя бы начальный опыт.
Как проводится сварка электродуговая
Сварка не может проводиться, если отсутствует нужная температура, при которой плавится металл. А источником такой температуры оказывается электрическая дуга. Она возникает в результате сильного электрического разряда в условиях ионизированной газовой среды.
Разряд получается в ситуации, когда газ содержит в себе ионы и электроны. Обычно газовые атомы не являются заряженными, они нейтральны. Поэтому и сам газ не проводит электричество. Однако если в газовой среде осуществляется ионизация, то происходит расщепление газовых атомов на электроны, заряженные со знаком «–», и ионы, заряженные со знаком «+». Таким образом, заряд переходит на электроды, которыми оперирует сварщик, а сам электрический ток образует дугу.
Специалист, осуществляющий сварку, держит в руках сварочный электрод. Он ведет его по линии требуемого соединения, регулярно касаясь заготовки. В моменты соединения электрода и металла происходит замыкание, а соответственно, электрический заряд до 200 А и с повышенной плотностью. Заряд накаляет электрод, а при разведении его и заготовки происходит ионизация среды.
Специалист во время сварки не просто касается электродом заготовки, но и перемещает его вдоль кромки. Расплавленный металл образует так называемую сварочную ванну. При этом расплав довольно быстро застывает, образуя сварной шов – монолитный сплав кромок обеих деталей. В этом и заключается суть сварочного процесса.
Зажигается электродуга как от переменного, так и от постоянного тока, причем в последнем случае она является устойчивой. Если же используется переменный ток, то возникают перепады полярности на электродах – в секунду она меняется до 100 раз. Соответственно, и сама дуга мерцает – вспыхивает и гаснет. Чтобы электродуга в условиях переменного тока приобрела устойчивость, применяются для ввода в среду элементы с облегченной ионизацией.
Нужно отметить, что длина дуги не позволяет удерживать однородность электрического разряда. Он всегда разделяется на три зоны, а именно:
- катодная (примыкает к отрицательно заряженному электроду);
- дуговой столб (расположен между зонами катода и анода);
- анодная (примыкает к положительно заряженному электроду).

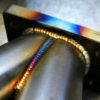
Фото: электрическая дуга.
Две крайние зоны (у анода и катода) очень малы по своей протяженности, но именно в них напряжение существенно падает, поскольку рядом с электродами возникают пространственные заряды.
Так же, как и напряжение, не является равномерной и температура по всей длине дуги. Столб дуговой обладает температурой в 6-7 тысяч градусов, а на концах дуги, в анодной и катодной зонах, этот показатель не превышает 2600 градусов.
Поскольку в условиях постоянного тока дуга более устойчива, чем при токе переменном, то подобная сварка осуществляется в лучших условиях – в том числе, при обратной и прямой полярностях. Использование обратной полярности подразумевает возможности для проведения сварочного процесса специальными электродами – их покрытие делается тугоплавким.
Говоря об электродуговой сварке, нельзя не отметить одну ее особенность. По причине воздействия повышенных температур расплавленный металл способен вступать во взаимодействие с влагой, азотом и кислородом – все это содержится в составе воздуха. А такое взаимодействие негативно отражается на получившемся вследствие сварки соединении, поскольку в результате окисления уровень его прочности несколько снижается.
Во избежание окисления требуется обеспечить защиту сварочной зоны. Для этого применяются такие газы, как гелий, аргон, углекислый газ – те, что обладают инертностью.
Особенностями обладает также и электрод, который принимает непосредственное участие в создании электрической дуги и, как следствие, сварочного соединения. Электроды могу быть плавящимися и неплавящимися. Разница между ними очевидна – при плавящемся электроде его составляющие в процессе сварки неизменно впаиваются в сам сварной шов. В случае использования неплавящихся электродов используются флюсовые компоненты-добавки. Обычно они представлены в виде порошка, который сварщик насыпает вдоль спаиваемых кромок.
Классификация электродуговой сварки
Электродуговая сварка – это совокупность различных способов и методик. Специалисты классифицируют их по следующим видам сварки:
- Ручная.
- Автоматическая под флюсом.
- В среде защитного газа.
- Электрошлаковая.
- Плазменная.
Для начала стоит разобрать традиционные варианты ЭД-сварки, к которым относятся три первых пункта их вышеперечисленных.
Сварка ручная электродуговая – наиболее популярный способ, он широко распространен в самых разных сферах, требующих проведения сварочных работ. В процессе используются металлические электроды. Ручная ЭД-сварка подходит для сваривания деталей с толщиной до 30 мм. При этом способе создают обычно швы малой длины.
К преимуществам ручной сварки относят простоту операции, возможность выполнять работу там, где другие разновидности процесса могут оказаться слишком сложными из-за внешних условий (например, при недостатке пространства).
Что касается минусов ручной сварки, то это, прежде всего, низкая производительность и непосредственная опасность для здоровья сварщика (он вынужден находиться в экологически вредных условиях). Кроме того, ручной способ требует наличия определенных навыков, поскольку неподготовленный человек далеко не вусегда сумеет выполнить качественный шов.
Ручная сварка осуществляется за счет дуги, которая возникает от прикосновения электрода к свариваемой поверхности от мгновенного его отведения. Перед возникновением дуги нужно установить сварочный ток оптимальной силы. Расстояние между электродом и заготовкой в момент отвода составляет всего несколько миллиметров. Напряжение образующейся электродуги составляет от 20 до 25 В в зависимости от того, какой электрод используется, и от длины самой дуги.
Сварка автоматическая под флюсом – подразумевает способ с использованием проволочных либо ленточных электродов )из может быть один или несколько), а также специального сварочного флюса.
Флюс – это сыпучий материал (обычно гранулированный), имеющий неметаллическое происхождение. Эта субстанция подается в процессе сварки и, плавясь, закрывает собой электрическую дугу. Этот материал используется с той же целью, что и покрытие обычного электрода, – он раскисляет среду, надежно защищает металл и делает дугу более устойчивой. В результате получается качественный сварной шов.
Автоматическая электродуговая сварка является способом, при котом подача электрода и его движение вдоль кромки будущего шва осуществляется механизированным образом. Возникновение и гашение дуги также происходит в автоматическом режиме.
В процессе автоматической сварки дуга образуется между заготовкой и проволокой, а дуговой столб и сварочная ванна закрываются флюсом, слой которого может достигать 50 мм. В результате в месте возгорания дуги создается газово-паровой пузырь. Одновременно под воздействием температуры флюс плавится, образуя субстанцию, защищающую расплавленный металл от воздействия воздуха. В дальнейшем затвердевает не только металл (шов), но и шлак (флюсовая масса), который превращается в твердую корку. Она удаляется с поверхности металлического соединения с помощью пневматического оборудования.
Сварка автоматическая используется в случае, если необходимо сварить детали с толщиной до 100 мм, расположенные в нижнем положении относительно сварщика. Обрабатывать таким образом можно практически любые металлы и их сплавы, причем швы могут быть длинными и прямолинейными. Идеальный вариант для использования автоматической сварки – работа с трубами, листовой обшивкой, балками конструкций.
У автоматической сварки имеется несколько преимуществ. В их числе:
- хорошая производительность (до 120 метров в час);
- отсутствие вреда для здоровья (человеку не приходится дышать металлическими парами и газами, отсутствие яркого блеска);
- повышенное качество;
- экономичность (малое количество металлических брызг).
К недостаткам автоматического сварочного способа относят затруднения, возникающие в случаях, когда детали находятся не в нижнем, а в каком-то другом положении. Помимо этого, затруднительно наблюдать за процессом сварки из-за флюса и проваривать тонкие детали.
В этой сварке могут использоваться два электрода (двудуговой метод) или сразу несколько (многодуговой). Дуги можно создавать от одного источника или применять для каждой дуги свой источник. Более того, есть возможность горения нескольких дуг в отдельную ванну каждой из них. Однако в данной ситуации возникает сложность – сварщикам необходимо достичь четкого согласования подачи электродов и ее скорости.

Фото: автоматическая сварка под флюсом.
Сварка в защитном газе – это способ сварки в подающемся извне потоке газа или смеси нескольких газов. Именно газ создает своеобразный защитный кокон, укрывающий сварочную ванну и металл от окисления.
В западных странах чаще всего используют либо смесь инертных газов, либо гелий или аргон. В нашей стране с середины прошлого века начали использовать для обеспечения защиты углекислый газ. Смесь все трех перечисленных газов используется повсеместно.
Масса аргона тяжелее, чем масса воздуха, поэтому этот газ считается одним из лучших вариантом защиты расплава. Аргон для сварки применяют для сваривания редких и цветных металлов, сплавов, а также сталей легированных. В работе используется переменный и постоянный ток, а электрод может быть обоих типов – плавящийся и неплавящийся. Используемый аргон обычно позволяет получать аккуратный шов
Гелий применяется в сварке реже, поскольку плотность его относительно невысока, вследствие чего газ этот расходуется в большем объеме. Однако, в отличие от аргона, дуга в среде гелия обладает большим ресурсом энергии, что существенно отражается на скорости сварки и возможности проварить тугоплавкие металлы.
При использовании неплавящегося электрода покрытие его не плавится, а сам шов образуется либо за счет присадочного металла, который вводится специально, либо потому, что под воздействием температуры кромки деталей начинают плавиться. Такой электрод обычно создается из вольфрама, реже задействуется электрод угольный.
Если варочный процесс осуществляется плавящимся электродом, необходимо учитывать некоторые его особенности. Выше уже упоминалось, что постоянный ток обеспечивает устойчивость и стабильность дуги. Однако если при этом задействован плавящийся электрод, то в условиях постоянного тока его покрытие плавится сильнее почти на 30%. При этом металл заготовки сильнее разбрызгивается, а дуга становится нестабильной. Переменный же ток в таком способе сварки вообще нельзя использовать из-за того же отсутствия устойчивости дуги. Поэтому сварщики, применяющие сварку в защитном газе (углекислом газе), в качестве электродов используют специальную сварочную проволоку с диаметром до 5 мм. Это позволяет снижать силу сварочного тока и повышать производительность.
Газовая сварка имеет собственные плюсы и минусы. К преимуществам относятся:
- высокая производительность;
- возможность сварки практически любых металлов;
- легкость работы независимо от расположения заготовки;
- сниженная стоимость обеспечения газовой среды.
Недостатков у такого вида сварки мало – в основном, можно назвать только принятие мер индивидуальной защиты от высоких температур и яркого излучения.
Сварка электрошлаковая – этот тип используется на производственных и промышленных объектах и предназначен для сваривания самых толстых заготовок. Для этого может применяться несколько электродов с сечением больших параметров. Сама сварка основана на том же принципе, что и автоматическая, – она тоже подразумевает использование флюса. При этом металлические поверхности могут быть установлены вертикально, а электроды направляют к обрабатываемым поверхностям посредством токопроводящих мундштуков и силовых роликов.
Если скорость, при которой подается электрод, определена оптимально, то расстояние между сварочной ванной и электродом будет сохраняться. При этом металл постепенно стекает, под его весом флюсовый шлак отделяется от металла и остается на поверхности, а сам металл, застывая, становится швом.
Проблемы при такой сварке создаются при завершении процесса. На концах шва возникают дефекты – в начальной точке кромки могут непровариваться, а в конце возникают шлаковые включения. Впрочем, они легко ликвидируются с помощью горелки.
К преимуществам электрошлакового способа относится возможность сваривать элементы независимо от их толщины. При этом, если толщина металла менее 150 мм, допускается использование одного электрода. В случае, когда толщина превышает 150 мм, есть смысл задействовать несколько проволочных электродов. Недостатком является появление крупнозернистых фракций вокруг шва и в нем самом, поскольку металл нагревается и остывает сравнительном медленно. Чтобы измельчить эти вкрапления, требуется дополнительная обработка.

Фото: электрошлаковая сварка.
Сварка плазменная – способ, который которую не всегда относят к классическому определению «электродуговой». Дело в том, что плазма представляет собой ионизированный (полностью или частично) газ, в котором присутствуют, помимо нейтральных атомов, еще электроны и ионы, заряженные электрически. У плазмы более высокая температура и ресурс энергии, чем у классической электродуги, однако при определенных условиях и обычная дуга способна использоваться в процессе плазменной сварки.
Чтобы увеличить мощность дуги и температуру при сварке плазменной, дугу сжимают и вдувают в нее принудительно газ, образующий плазму. Существует два варианта сварочного процесса таким способом. В одном случае дуга выдувается газовой струей и возникает между соплом плазменного оборудования и неплавящимся электродом – это косвенное действие. Второй случай – прямое действие, при котором дуга напрямую возникает между электродом и металлом, причем в ее создании задействована и струя плазмы.
Сама плазма, используемая для сварки, состоит из мощного потока газа, прошедшего ионизацию, температура которого достигает 30 000 градусов. Такой поток образуется в плазмотроне посредством пропускания газа через дуговой столб. Газ нагревается сжатой дугой, расширяется от тепла не менее чем в 50 раз и выходит из сопла горелки плазменной струей. Дополнительно в сварочную зону направляется защитный газ посредством сменной насадки на сопле. Сварка осуществляется исключительно при постоянном токе.
У плазменной сварки есть преимущества, а именно:
- возможность сварки любого металла в горизонтальном и вертикальном положениях;
- стабильная дуга (как следствие – качество получаемых швов);
- глубокая проплавка за счет усиленного нагрева металла;
- осуществление контроля сварочного процесса.
Есть и недостатки, в число которых входят быстрое изнашивание оборудования, возможное образование пористости шва и сильное выгорание легкоплавких элементов.
Обычно плазменную сварку принято делить на механизированную, автоматическую и ручную. Однако та же самая классификация касается и электродуговой сварки в целом, если рассматривать способ ее проведения.
- ручная сварка электродуговая – подразумевает отсутствие каких-либо механизмов и применение только действий непосредственно самого оператора;
- автоматическая сварка электродуговая – проводится полностью автоматически, где подача дуги, ее перемещение и определение всех показателей осуществляется в авторежиме;
- механизированная сварка электродуговая – применяет механизированный способ подачи проволочного электрода, а все остальное проводится вручную.
Существуют и другие виды классификации электродуговой сварки. В частности, она различается по характеристикам соединений, типам сварных швов, использованию схем
Аппараты и оборудование для электродуговой сварки
Сварка электродуговая не требует какого-то инновационного оборудования – для нее достаточно использования трансформаторного аппарата. Такое оборудование является источником электрического тока, благодаря которому возникает сварочная дуга. При этом в зависимости от характеристик тока различают:
- трансформаторы – они вырабатывают переменный ток;
- генераторы – являются источником тока постоянного.
Трансформаторы действуют при напряжении 380 или 220 В и преобразуют его в пониженное, которое подходит для сварочного процесса. Эти аппараты имеют простую конструкцию и не доставляют проблем при эксплуатации.
Трансформаторы для сварки разделяются на:
- аппараты с отдельной катушкой дроссельной;
- аппараты, оснащенные подвижной вторичной обмоткой, повышенным магнитным рассеиванием.
Несмотря на преимущества, у трансформаторов есть довольно существенные недостатки. К ним относятся увеличенный вес и внушительные габариты. Управлять подобным трансформатором предельно неудобно – ведь его требуется как-то перемещать на объект и обратно, да к тому же еще проводить сварочный процесс с его использованием. Как вариант, нередко для передвижения трансформатора применяется специальная платформа, на которой его можно перемещать. И если перевозка частично облегчается, то во время работы это оборудование на платформе приобретает дополнительные неудобства.
Альтернатива неповоротливым и массивным трансформаторам была представлена в образе инвертора. Этот аппарат способен переменный ток преобразовывать в высокочастотный, а затем в постоянный. При этом инверторная установка весит немного и выглядит компактно. При постоянном токе, получаемом от инвертора, дуга приобретает устойчивость, а качество шва повышается. Такое оборудование позволяет использовать ток обратной и прямой полярности.
Что касается сварочных генераторов, то они могут иметь разную конструкцию и различные внешние характеристики.
Стоит упомянуть и аппараты, использующиеся для автоматической сварки. Подобный аппарат состоит из совокупности приборов и механизмов, позволяющих автоматизировать сварочный процесс. Помимо электрода в него входит система подачи флюса, ходовая часть, механизм, передвигающий электрод вдоль линии соединения.
Наконец, нельзя забывать об основной составляющей любого сварочного агрегата – электроде. Его длина в среднем составляет от 250 до 350 мм, и этот показатель во многом зависит от параметров сечения. Что касается покрытия, то различаются электроды с тонким, стандартным, толстым, максимально толстым покрытием. Чем толще покрытие, тем выше уровень защиты сварочной ванны и стабильнее дуга.
Состав покрытий также может быть разным, в том числе:
- покрытие кислое – включает оксиды железа, алюминия, кремния, марганца;
- покрытие основное – содержат шпат плавиковый, мрамор, ферросплавы, мел;
- покрытие рутиловое – имеет включения шпата полевого, рутила, мрамора, других минералов;
- покрытие целлюлозное – наполовину состоит из целлюлозы, рутила, марганца.
Можно встретить также электроды со смешанным покрытием. Считается, что чаще всего производители выпускают электроды, оснащенные рутиловым покрытием.

Фото: выполнение работы с помощью оборудования для электродуговой сварки.
Особенности сварочных работ
Любой сварочный процесс вне зависимости от способа и оборудования имеет одну цель – получить сварной шов высокого качества. А для этого нужно четко следовать требованиям. Во время сварки не допускается отсебятина, поскольку сварщик несет ответственность за конечную надежность конструкции.
Поверхности деталей должны быть должным образом подготовлены – обезжирены и зачищены от возможного сора. Кромки необходимо обработать, разделать. Только после этого можно переходить к сварке.
Электрическая дуга, используемая в процессе, бывает закрытой или открытой. Но кислород и азот, поступающие из воздуха, негативно влияют на качество и структуру соединения, поэтому специалисты рекомендуют использовать закрытую дугу. Это достигается за счет применения флюса. В работе следует задействовать современное оборудование, оснащенное системой настроек – они помогают добиться стабильной электрической дуги. Кроме того, опытный сварщик способен самостоятельно рассчитать длительность воздействия электродуги и мощность.
Работая наклонным электродом, специалист пожжет повысить показатели производительности. Если того требуют условия работы, несколько электродных стержней можно связать в пучок и проварить их наконечники. Это поможет электроразряду проходить свободно. Если свариваются поверхности вертикальные, электрод держат прямо, причем допускается небольшой угол (не более 10 градусов) – на качество это не повлияет.
Использование одной и той же техники в одной сварочной зоне может привести к наплавлению металла, а значит, к браку. Чтобы избежать этого, профессиональные сварщики меняют техники – например, многоразовый проход, елочку, другие рисунки.